一、啤酒色度測量
啤酒色度作為(wei) 品質控製的關(guan) 鍵指標,直接影響產(chan) 品外觀辨識度與(yu) 風味特征。
根據國際標準體(ti) 係,色度單位主要分為(wei) :
EBC(歐洲釀造協會(hui) ):測量波長430nm,適用於(yu) 淡色(2-14EBC)、濃色(15-40EBC)及黑色啤酒(>40EBC)的全色階覆蓋;
SRM(標準參考方法):以0.5英寸比色皿為(wei) 基礎,與(yu) EBC的換算公式為(wei) EBC=1.97×SRM+1.2;
Lovibond色度法:早期用於(yu) 麥芽色度評價(jia) ,現多用於(yu) 原料篩選階段。
色度偏差超過±0.5EBC即可能導致消費者對產(chan) 品新鮮度產(chan) 生質疑,因此準確測量是穩定品質的核心保障。
二、傳(chuan) 統測量方法的局限性
目視比色法(如Lovibond法):依賴人眼對比有色玻璃標準色盤,易受環境光線、操作者主觀判斷影響,重複性誤差高達±2EBC。
分光光度法:需嚴(yan) 格樣品預處理(如0.45μm膜過濾、真空除氣),測量周期長(單樣耗時>5分鍾),且深色啤酒需稀釋修正。
碘液比色法:通過碘液體(ti) 積換算色度,僅(jin) 適用於(yu) 低色度範圍(<10EBC),精度低且操作繁瑣。
三、現代色差儀(yi) 的技術突破
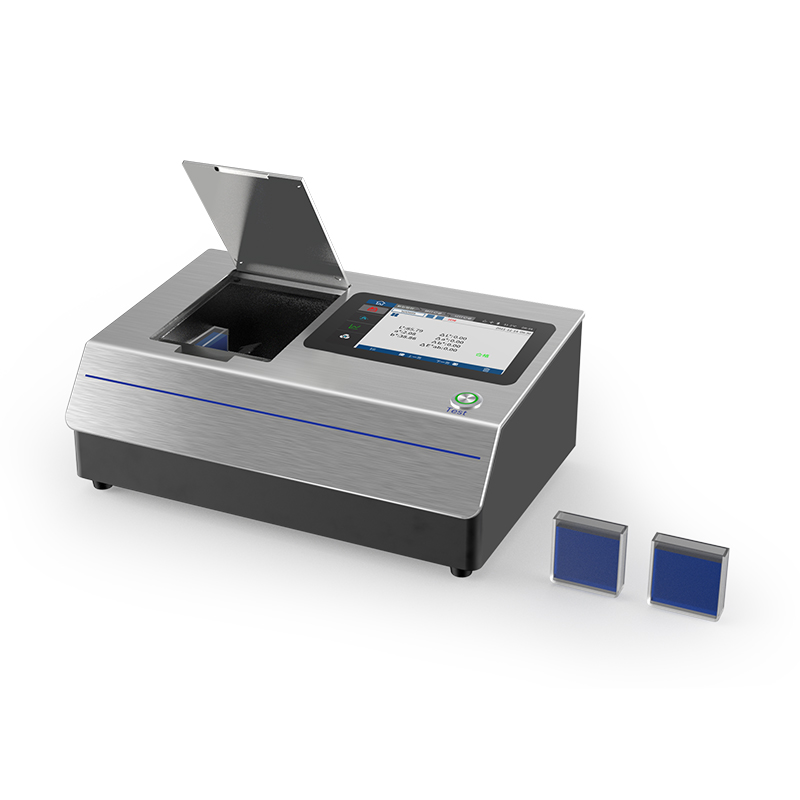
以4166am金沙信心之选TS4010台式液體(ti) 色度儀(yi) 為(wei) 例,其技術革新體(ti) 現在:
光學係統升級
采用全光譜LED光源(360-780nm)與(yu) 矽光電二極管陣列傳(chuan) 感器,波長分辨率達1nm,支持多色度標準一鍵切換;
D/0幾何光路設計消除鏡麵反射幹擾,使深色啤酒(如帝國世濤)的測量精度提升至ΔE*ab≤0.01。
智能化功能集成
智能溫控模塊:25±0.5℃恒溫比色池,避免溫度波動導致的類黑素顯色差異;
動態濁度補償(chang) :通過雙角度散射檢測(90°/25°),同步消除酵母細胞(>1μm)與(yu) 蛋白質顆粒(<1μm)的幹擾,誤差控製在±1%以內(nei) ;
數據雲(yun) 平台:自動生成帶CNAS/CMA標識的報告,支持色度-濁度聯合分析及41種光源模擬,指導包裝設計優(you) 化。
高效檢測流程
單次測量0.8秒:高通量檢測能力(300+樣本/小時),較傳(chuan) 統方法效率提升80%;
微量檢測技術:僅(jin) 需1ml樣品即可完成透光率分析(0-200%範圍),靈敏度達0.05%。
四、色差儀(yi) 在啤酒產(chan) 業(ye) 的應用實踐
原料品質溯源
青島啤酒通過建立麥芽Lovibond色度與(yu) 成品EBC的回歸方程(R²=0.98),實現批次色差從(cong) ±2EBC壓縮至±0.5EBC,年退貨率降低28%。
釀造工藝優(you) 化
糖化過程監控:實時檢測麥汁色度變化,發現煮沸過度會(hui) 導致類黑素生成量增加2-3EBC;
發酵動態調整:結合色度-風味關(guan) 聯模型(如焦糖香強度與(yu) L*值負相關(guan) ),精釀啤酒研發周期縮短40%。
終端品控合規
多標準兼容:支持GB4928、ASBC Beer-10等國際標準,滿足出口認證需求;
冷渾濁預警:通過加熱樣品至25℃以上,識別低溫貯藏導致的假性色度偏差,符合ISO 3632溫控要求。